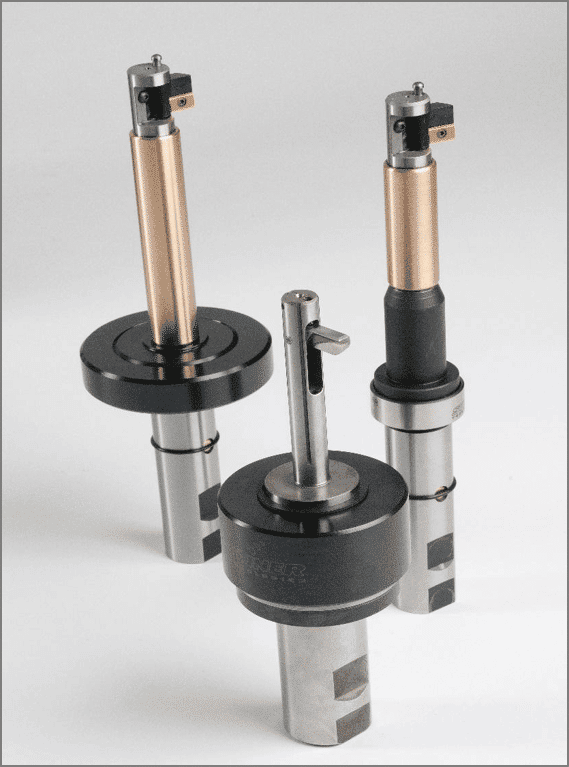
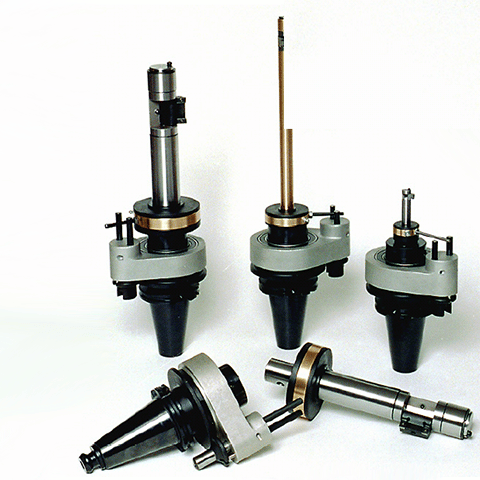
Steiner retrolamatori
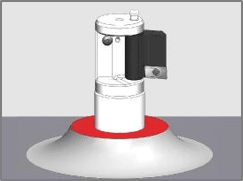
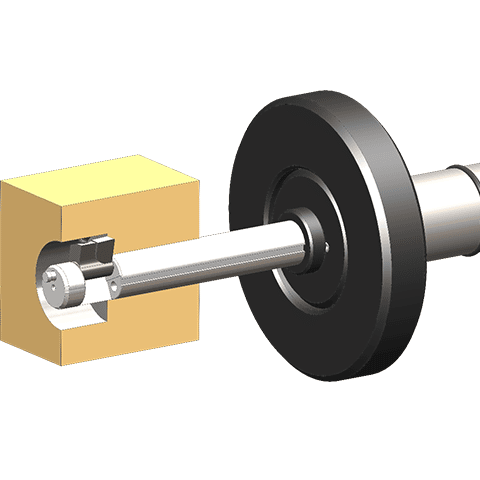
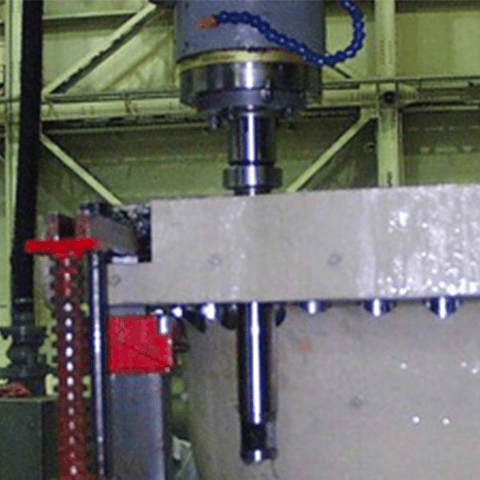
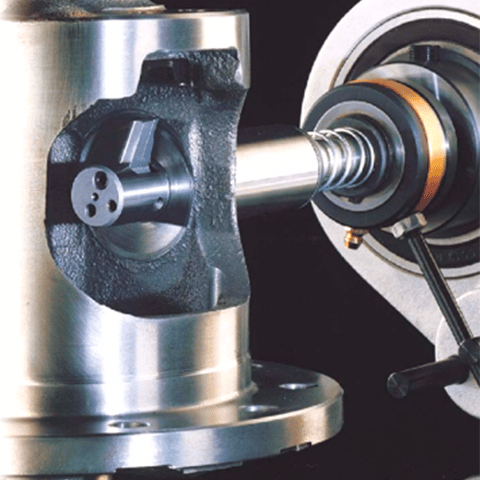
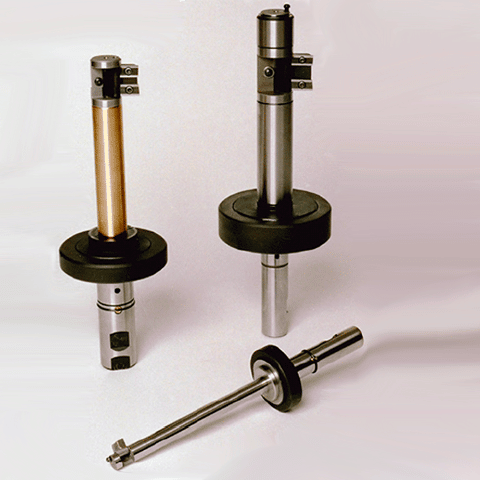
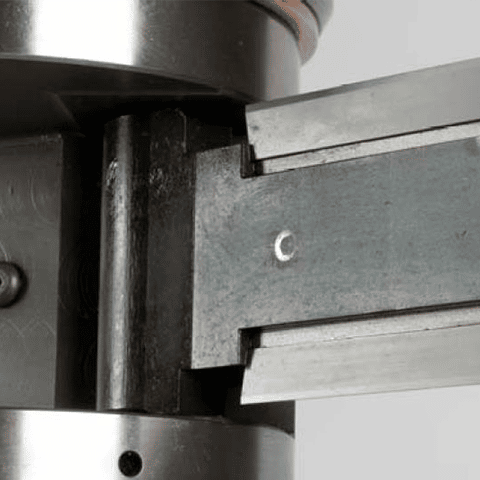
Autofacer è un utensile che permette di eseguire in maniera totalmente automatica una lavorazione circolare dall’altro lato di un foro di passaggio.
-
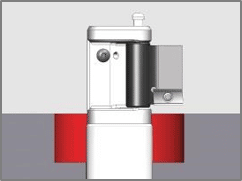
Per lavorazione circolare si intende una lamatura, sfaccettatura, allargatura, svasatura, smussatura, un raggio sferico o una combinazione di queste lavorazioni.
-
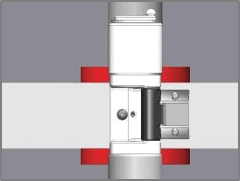
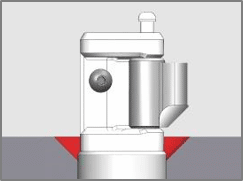
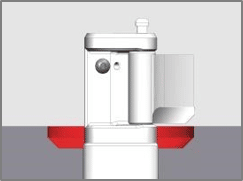
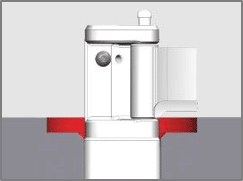
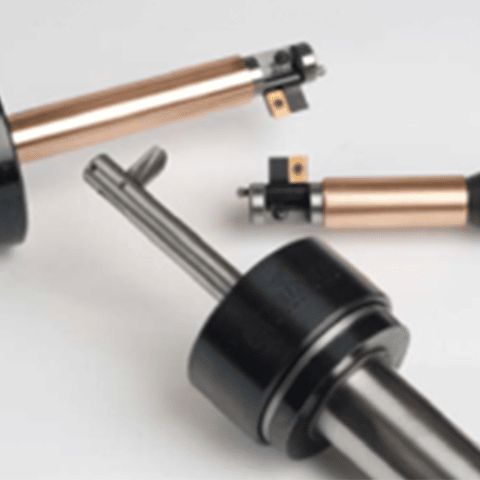
Questo si ottiene grazie ad una lama ripiegata all’interno del corpo utensile così da farlo passare attraverso il foro di ingresso.
-
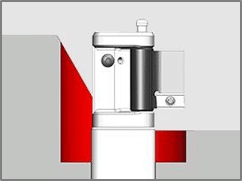
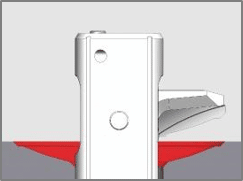
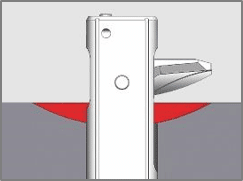
Una volta che l’utensile è entrato nel particolare da lavorare la lama viene aperta meccanicamente ed esegue l’operazione di taglio.