Seleziona una pagina relativa al prodotto
Hufschmied Zarspanungssysteme Gmbh
Utensili per la lavorazione di materie plastiche, materiali compositi, materiali combinati e nuovi materiali

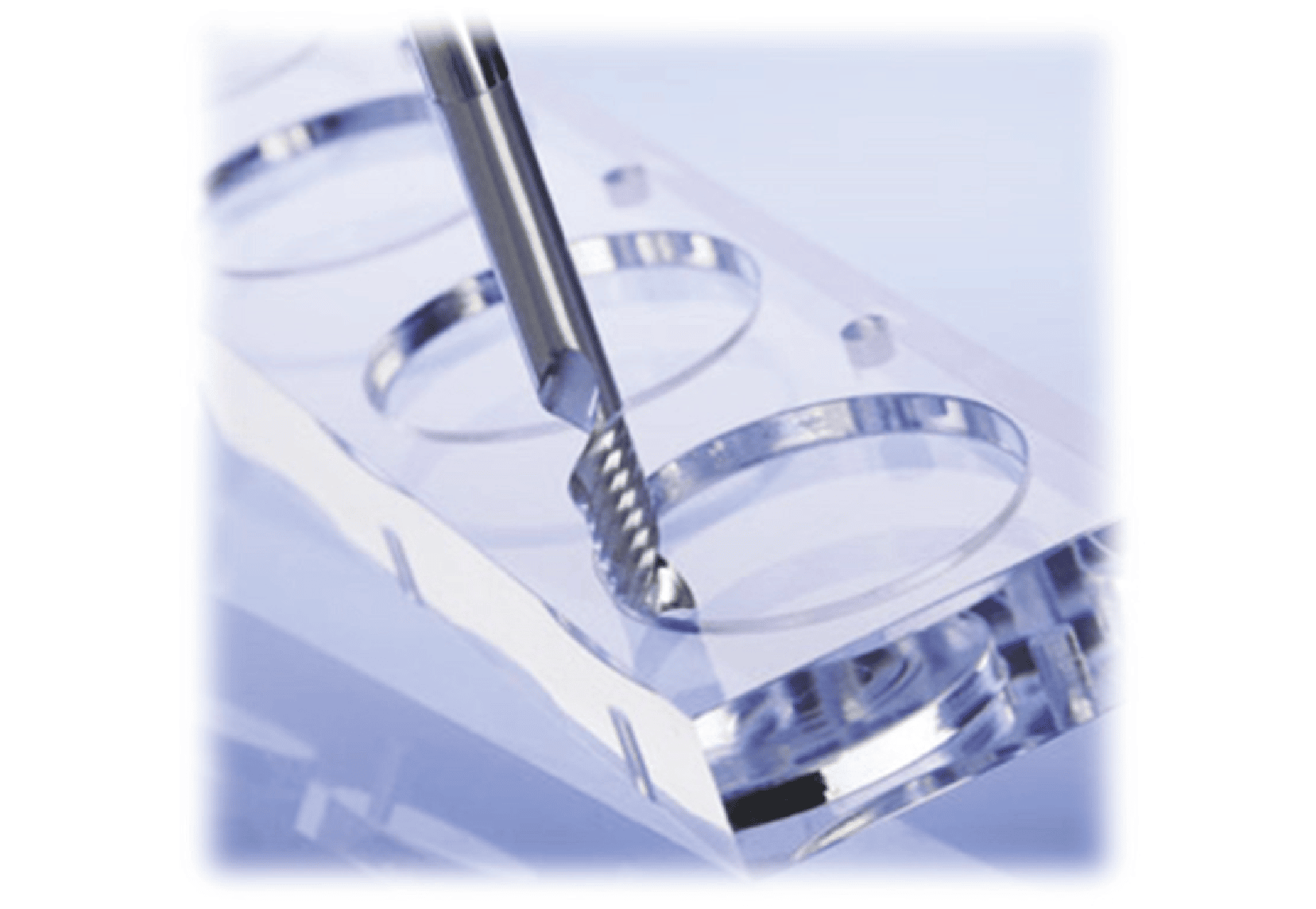
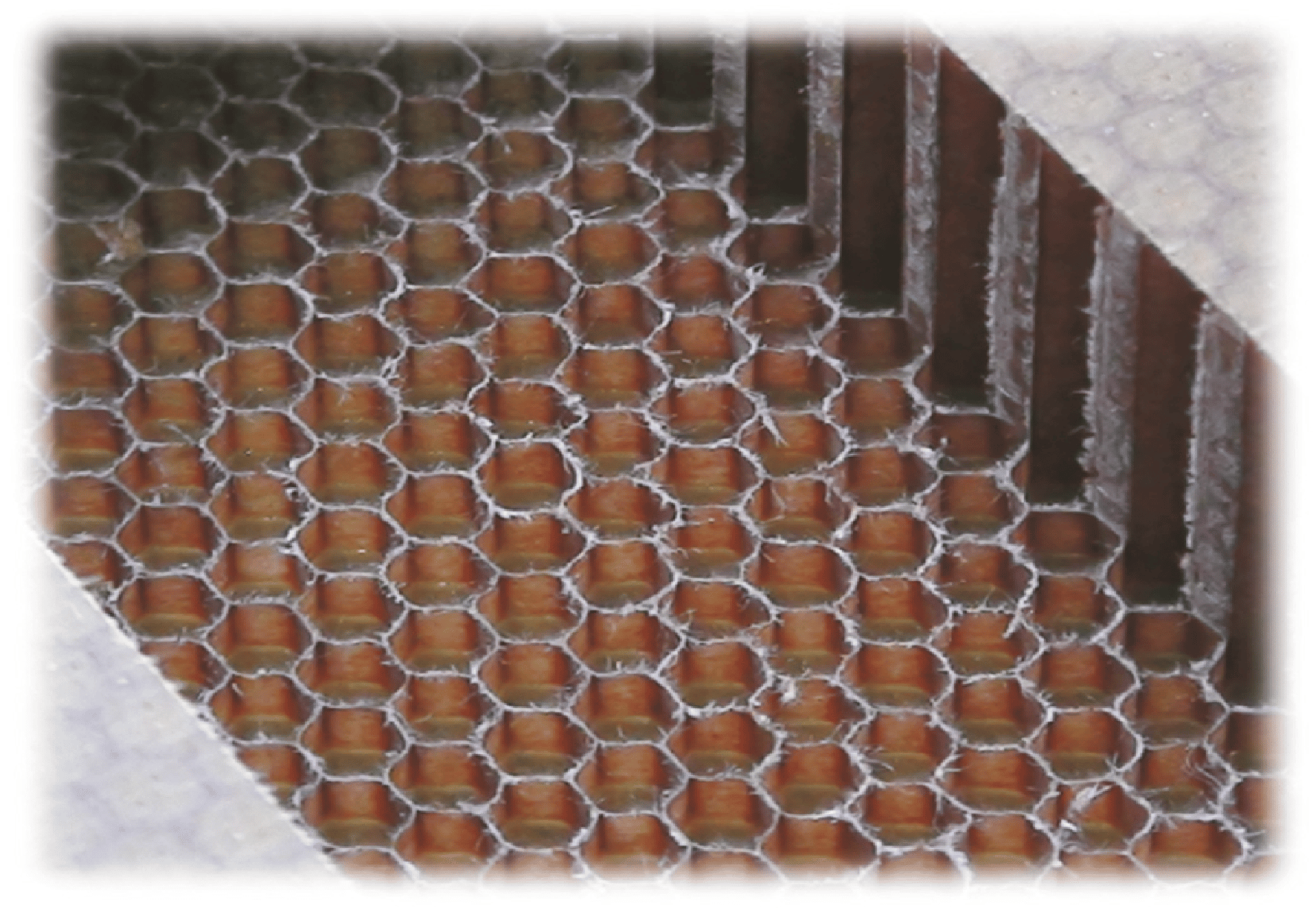
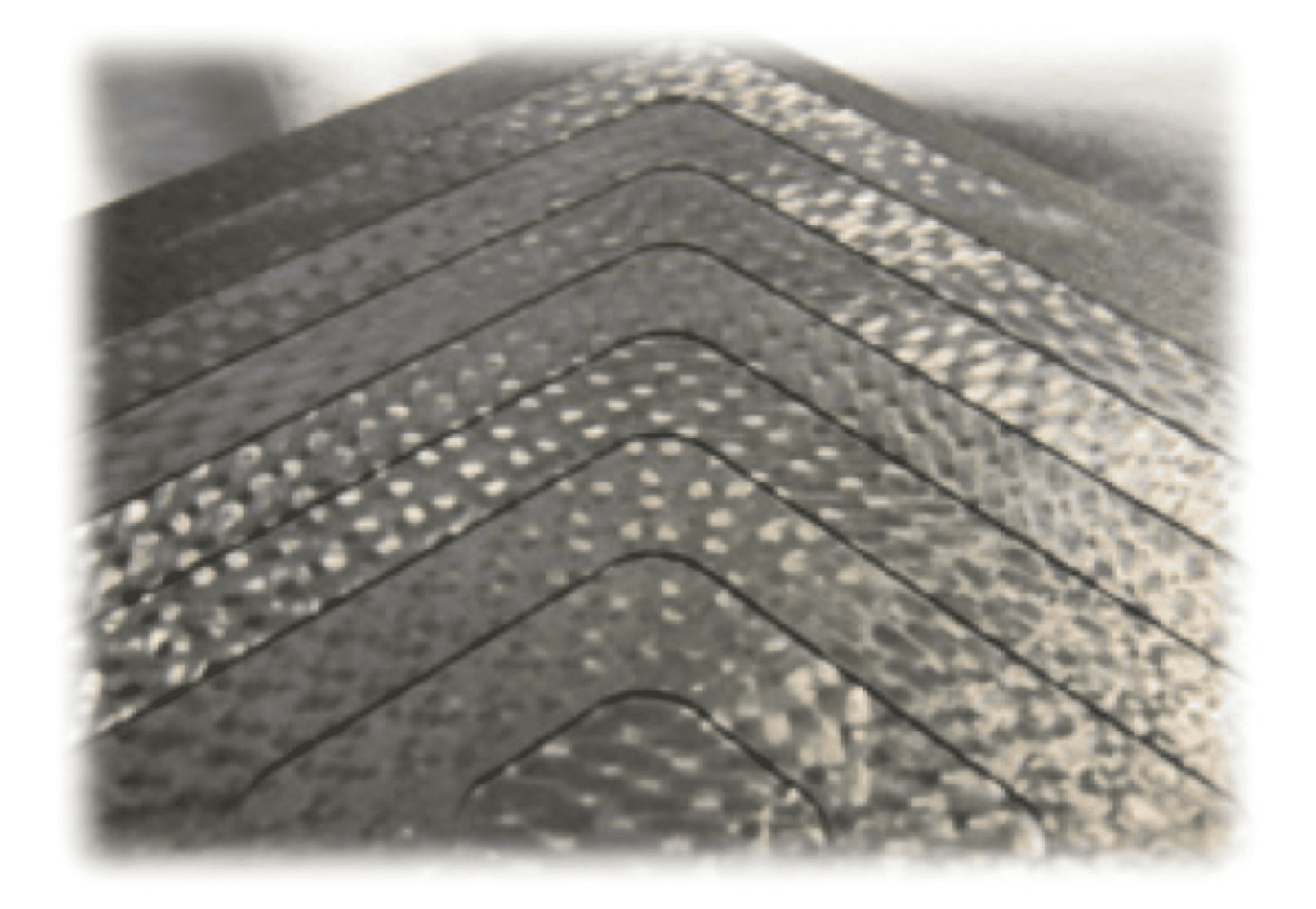
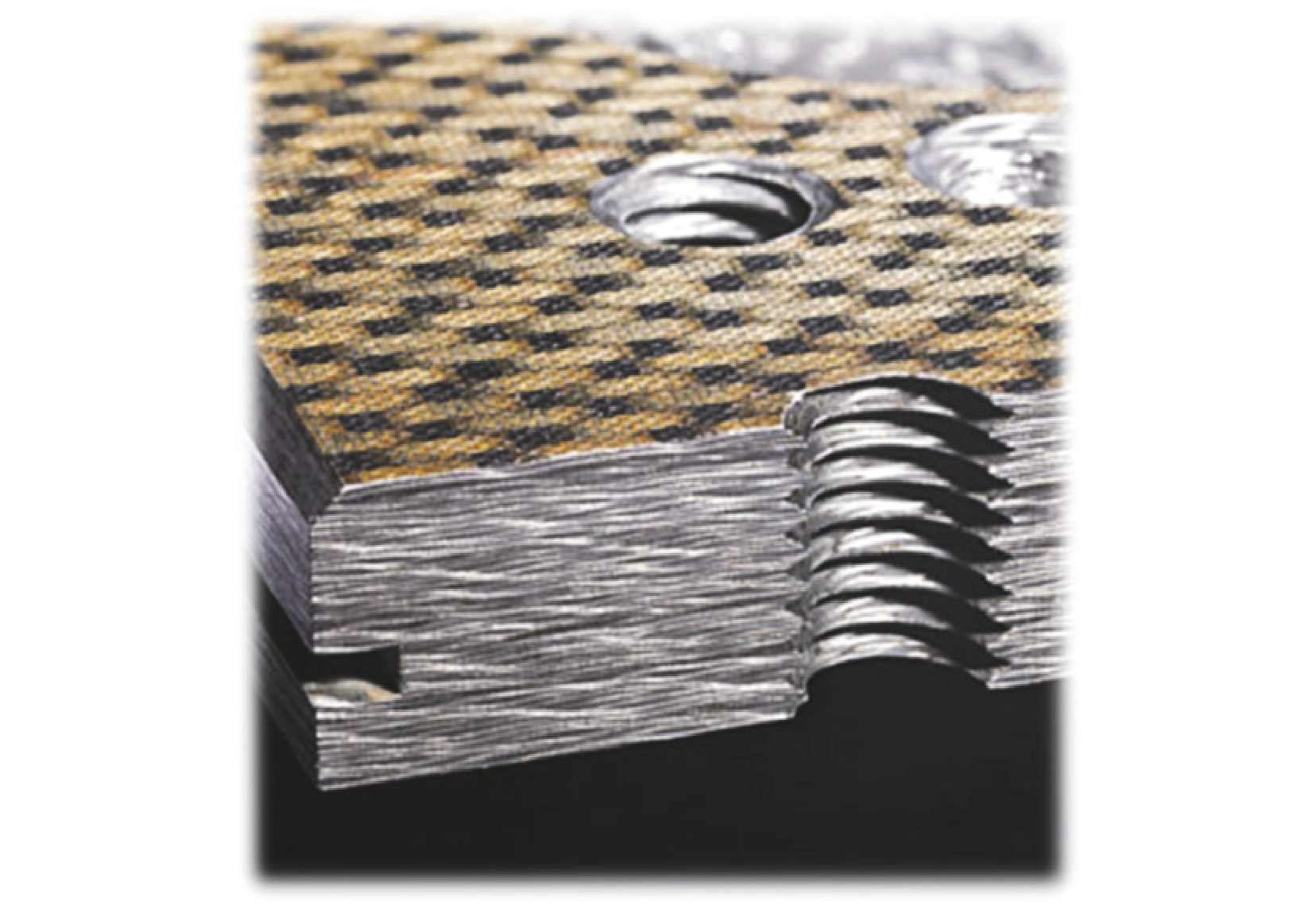
Utensili per la lavorazione di materie plastiche, materiali compositi, materiali combinati e nuovi materiali