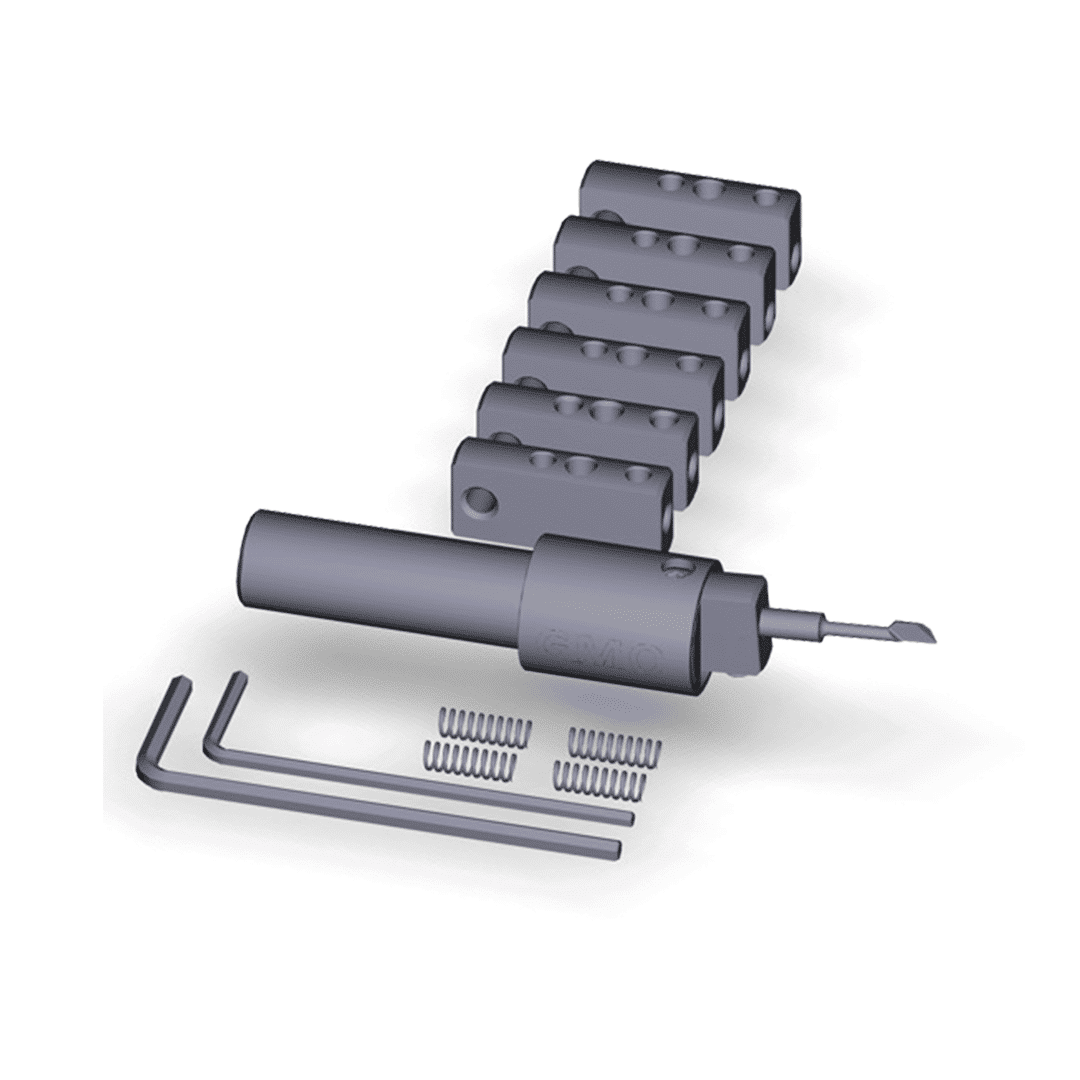
SBAVATORE GMO
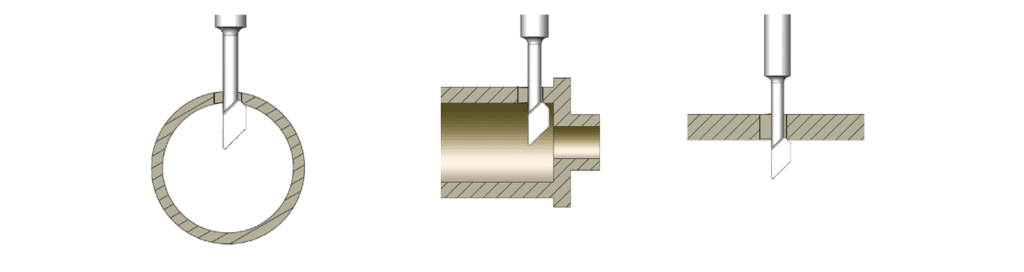
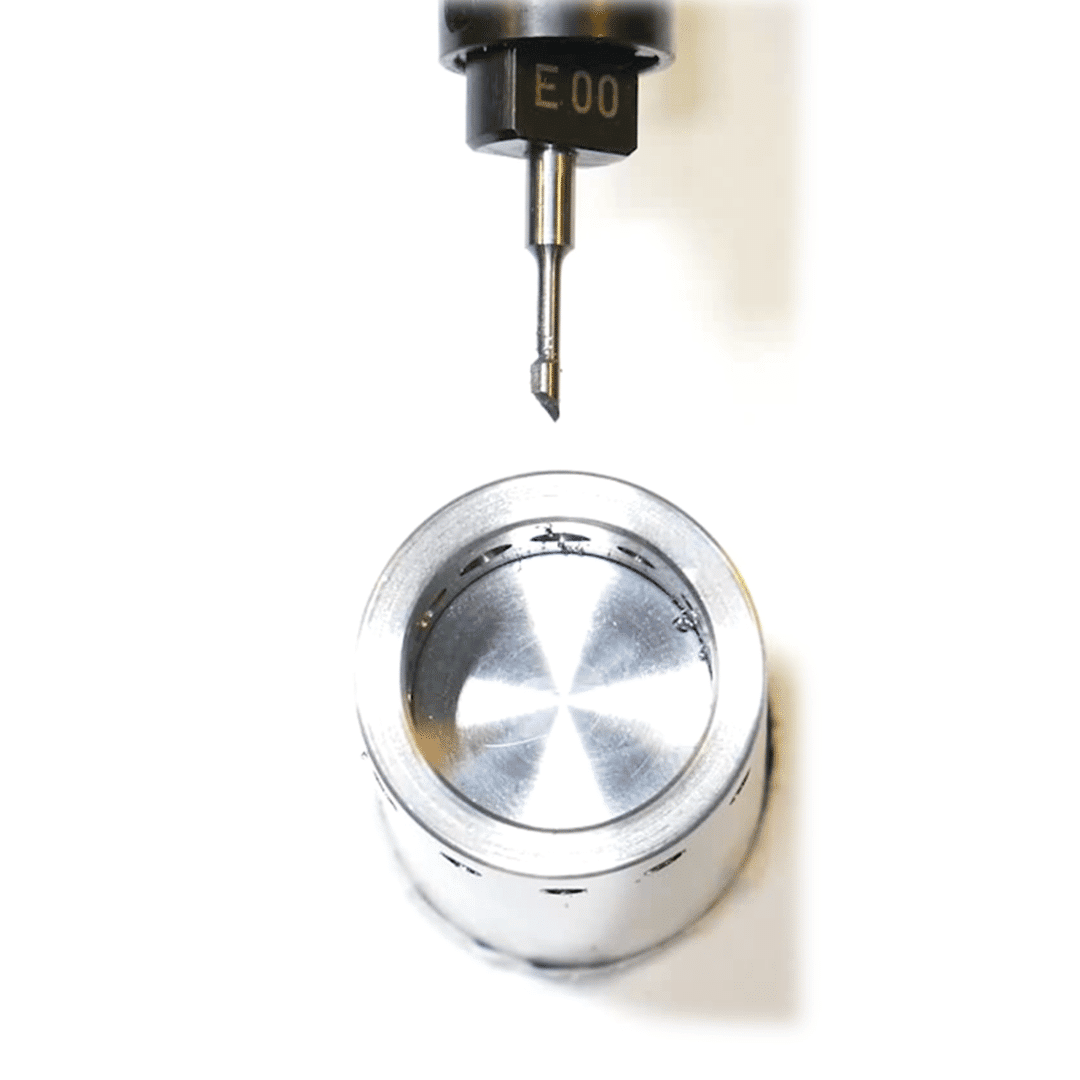
- Sbavatura-Microsbavatura da d.0.8mm
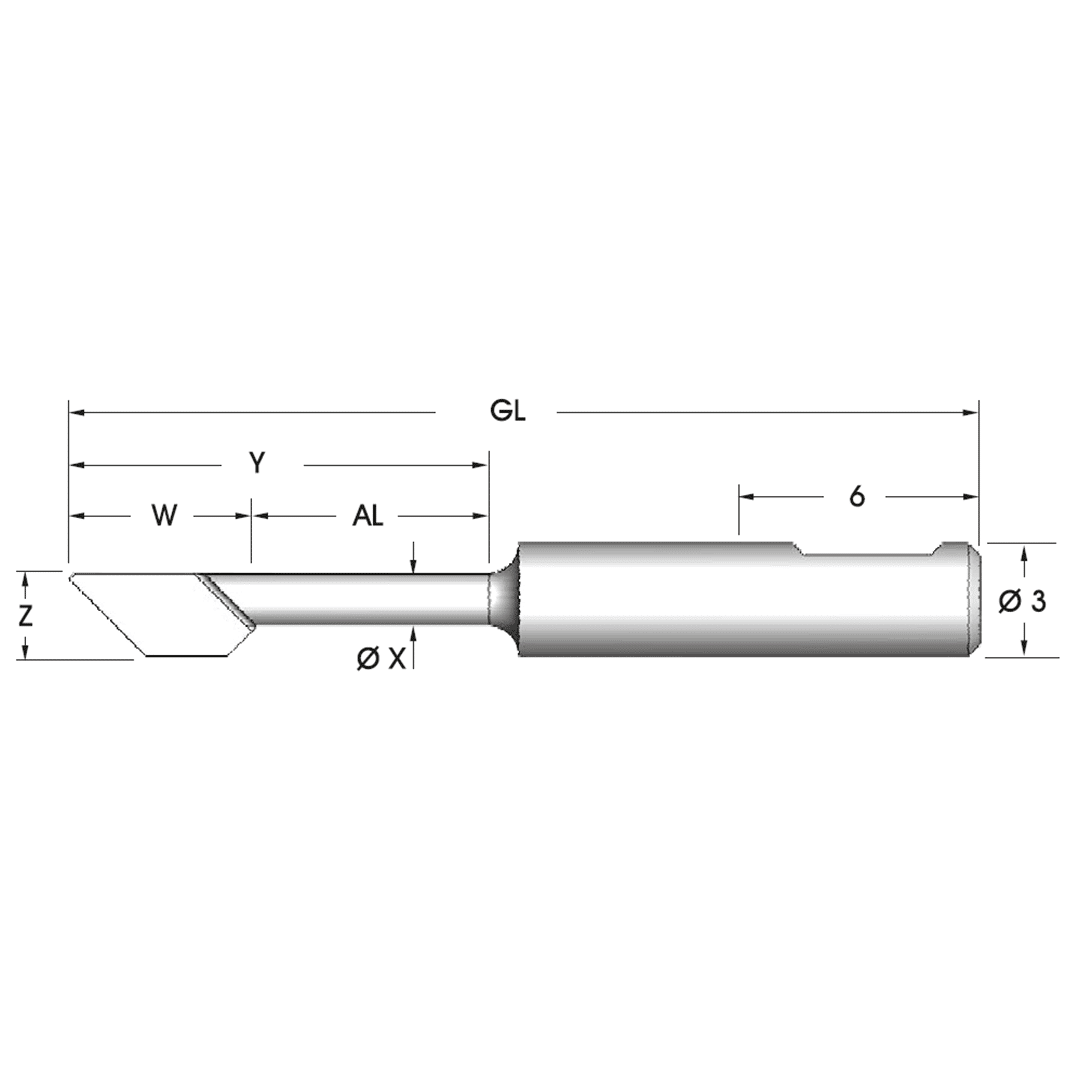
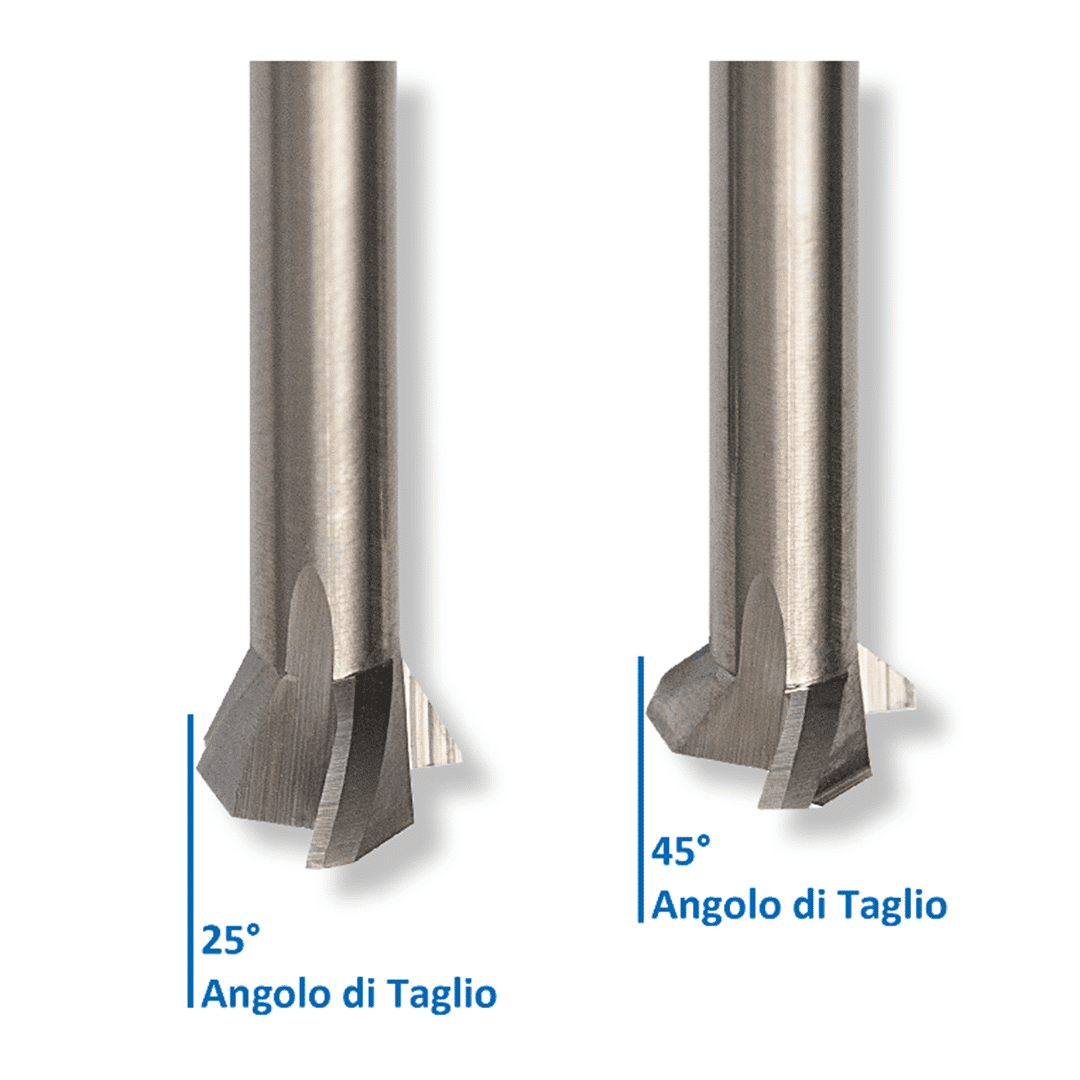
- Lame in metallo duro con durata elevata
- Ampia scelta delle lame
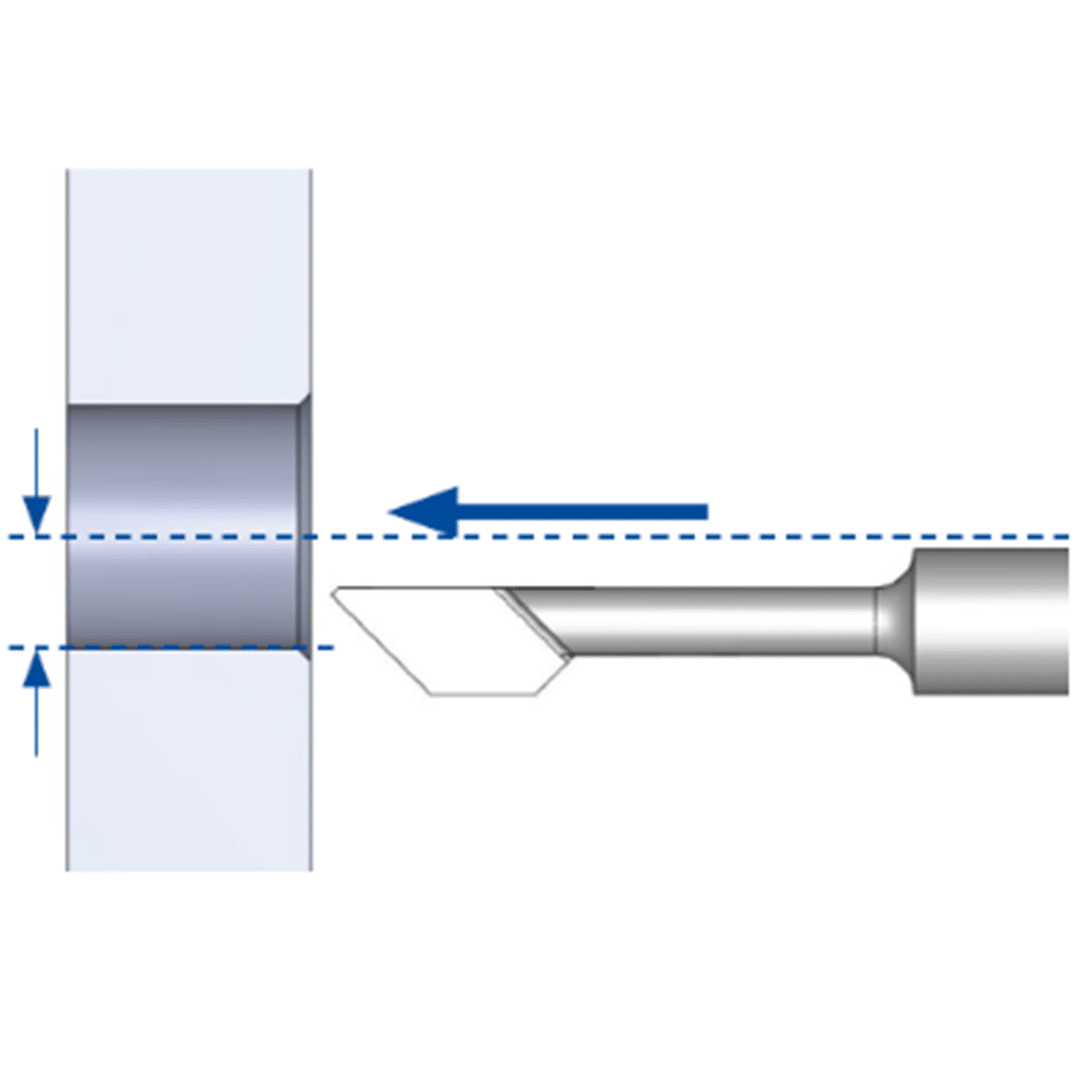
- Diametro di lavoro regolabile
- Veloce ciclo di lavoro
- Ideale per utilizzo su CNC
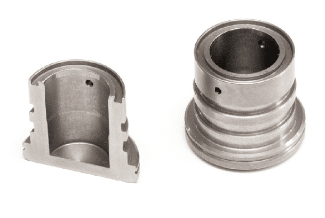
- Sbavatura di profili piani o curvi