Sequenze lavorazione Steiner retrolamatori
A SPINTA MOD. 1800 & 1900 / 2200 & 2300
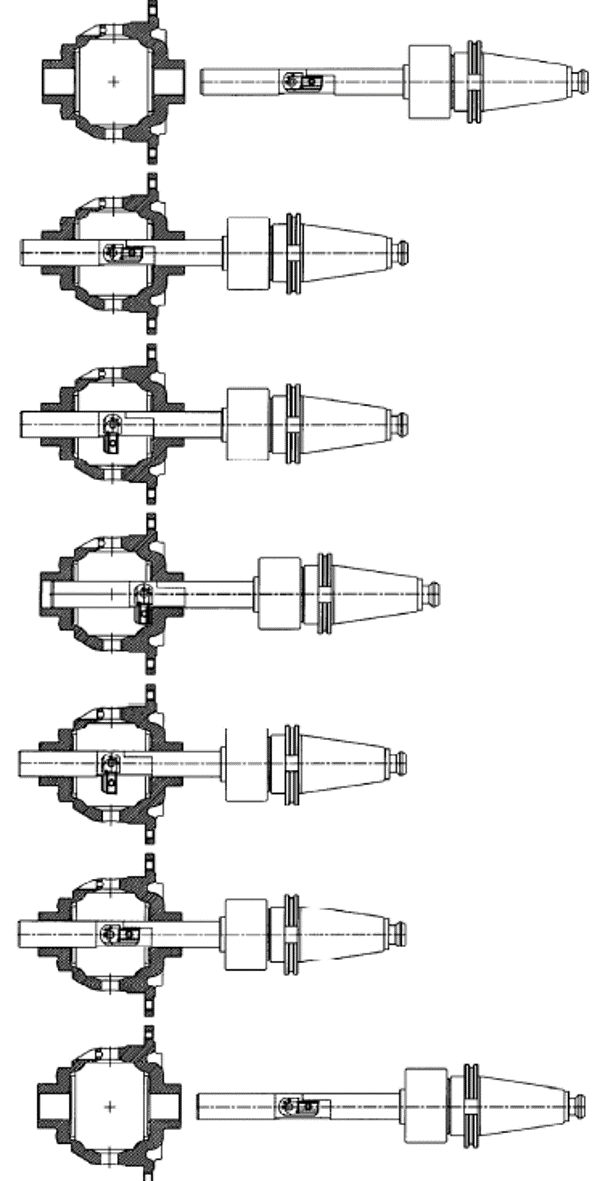
1. Flusso refrigerante attivo, refrigerante attraverso il mandrino OFF. Far entrare l’utensile nel foro in rotazione destra (100 g/min) fino al contatto del cono di spinta con la superficie.
2. Mettere il cono in compressione di 1.5mm ed invertire la rotazione. La lama viene aperta in posizione di taglio NB: la lama deve essere lontana da ostacoli. Dopo 1-3 giri di attesa portare alla velocità di lavorazione (vedi le indicazioni fornite con l’utensile). Azionare il refrigerante attraverso il mandrino.
3. Approcciare velocemente la superficie di lavoro. L’utensile è progettato per lavorare ad alte velocità di rotazione con limitato avanzamento.

Corsa cono 2.5mm – Compressione 1.5mm – Spazio residuo dopo la compressione 1.0mm
4. Eseguire la lavorazione alla velocità di taglio consigliata. Una breve sosta in posizione finale è consigliata per ripulire il taglio (1-3 giri).
5. Portare la velocità a 100 g/min, avanzamento veloce fino a portare il cono a contatto con la superficie.
6. Invertire la rotazione, Flusso refrigerante attivo, refrigerante attraverso il mandrino OFF. Comprimere il cono per 1.5mm per ritrarre la lama. Veloce disimpegno dal foro per completare il ciclo di lavoro.

INERZIALE MOD. 5100 & 5200 / 5500 & 5600
1. Flusso refrigerante attivo, refrigerante attraverso il mandrino OFF. Far entrare l’utensile nel foro in rotazione oraria (velocità di rotazione 300- 800 giri/min) fino a che dall’altra parte non sia in una posizione libera da ostacoli per l’apertura della lama.
2. Invertire la rotazione in rapido a 300-800 giri/min (non programmare lo stop del mandrino fra un senso e l’altro di rotazione). La lama viene aperta in posizione di taglio. Dopo 1-3 giri di attesa portare alla velocità di lavorazione. Azionare il refrigerante attraverso il mandrino.

4. (SOLO Mod. 5200 – 5600) Avanzamento rapido per l’avvicinamento alla superficie frontale, lavorazione alla velocità consigliata e breve sosta per ripulire il taglio (1-3 giri).
5. Portarsi in rapido nella posizione in cui la lama è lontana da ostacoli. Flusso refrigerante attivo, refrigerante attraverso il mandrino OFF.
6. Invertire la rotazione in rapido per chiudere la lama (300-800 giri/min) (non programmare lo stop del mandrino fra un senso e l’altro di rotazione). uscita in rapido per il disimpegno dal foro.

SEQUENZA DI LAVORAZIONE
ARIA O REFRIGERANTE MOD. 7100 & 7200 / 7500 & 7600
Refrigerante OFF per chiudere la lama.
Attendere 2-3 sec prima di uscire dal foro.