Seleziona una pagina relativa al prodotto
Sbavatori a Lama serie ECO
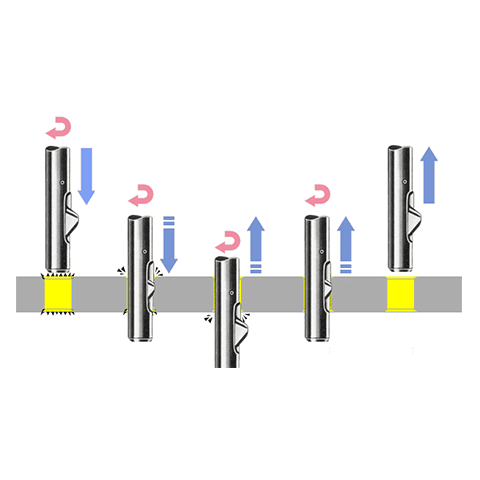
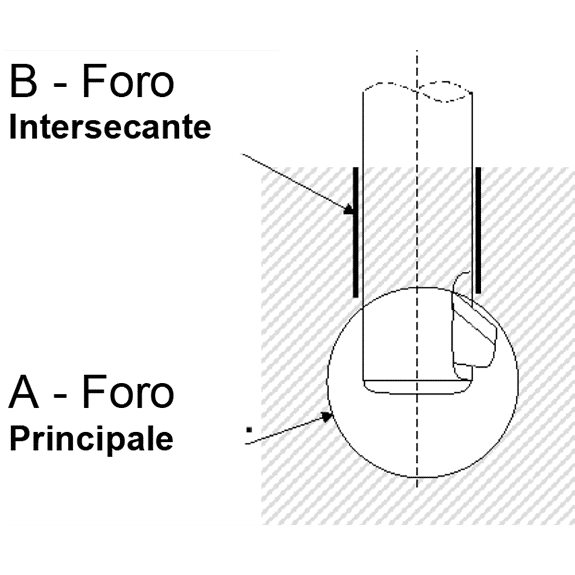
Sbavatura - Lamatura - Semplice, veloce, economico
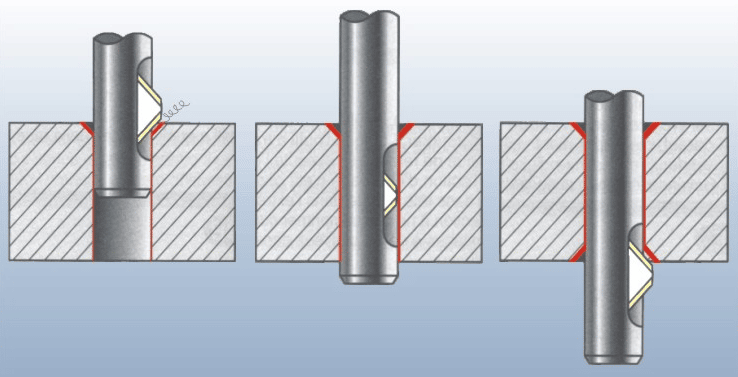
Lavora in spinta e/o in tirata - Lama sostituibile in HSS
Sbavatori standard da d.2 a 19mm