INSTALLAZIONE Filetti riportati
Passi metrici e unificati, con e senza trascinatore
I filetti riportati sono prodotti per essere installati in fori con maschiatura idonea e prendono la tolleranza del filetto di alloggiamento. Ad esempio, una maschiatura per filetti riportati M6 (a volte definita EG-M6 o STI M6) eseguita con un maschio in tolleranza EG-M6 6H o STI-M6 6H, una volta installato l’inserto produrrà un filetto M6 6H.
Una corretta esecuzione della lavorazione meccanica dell’alloggiamento del filetto riportato determina la classe finale di tolleranza e facilita le operazioni di installazione dei filetti riportati. Una non corretta esecuzione della maschiatura di alloggiamento oltre che essere potenziale causa di non conformità è spesso causa di problemi di installazione dei filetti riportati.
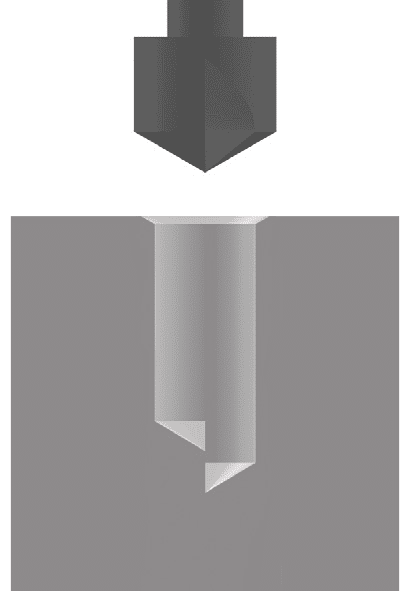
Step 1 – Foratura
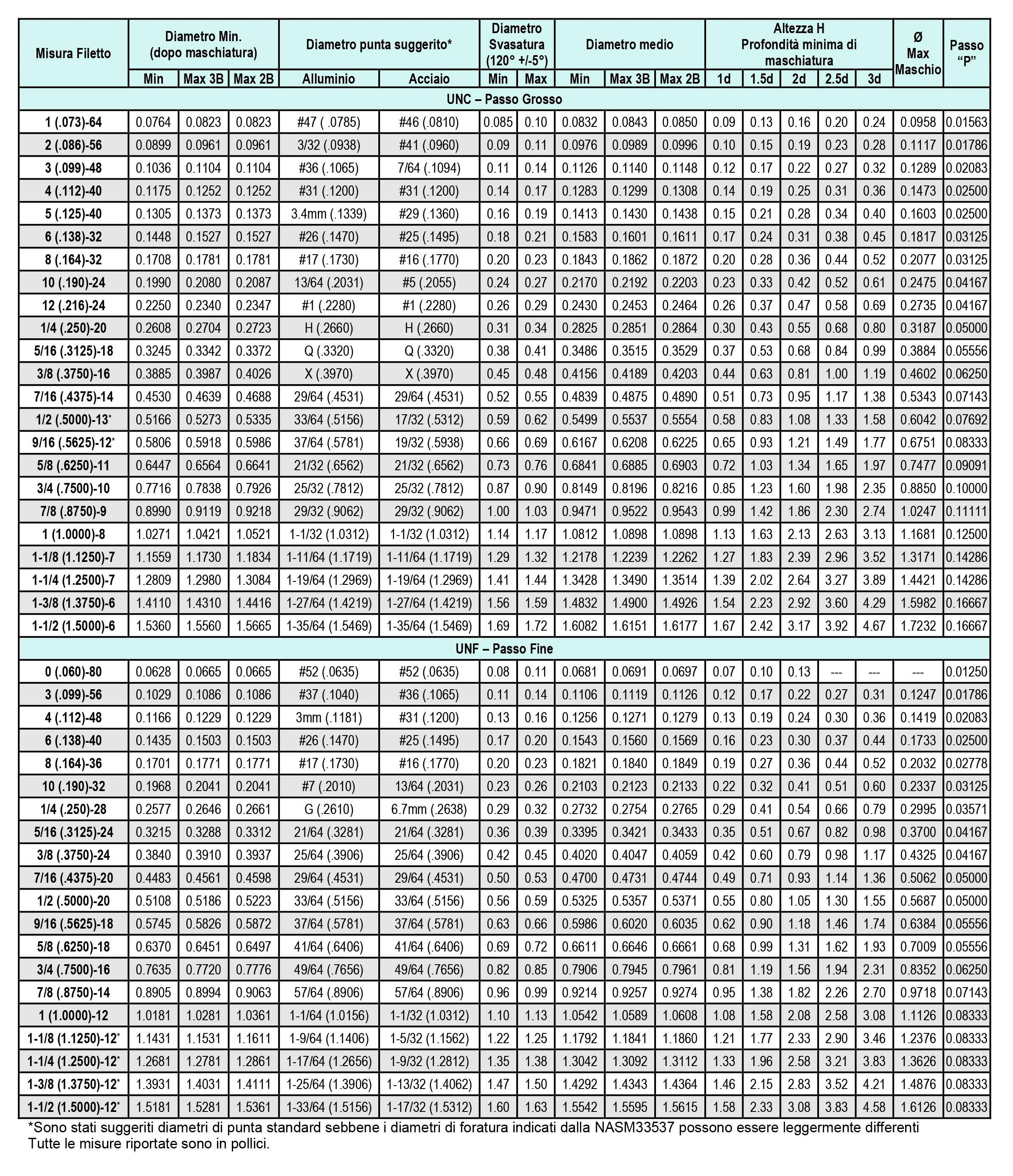
Il diametro della punta e la profondità di foratura devono essere scelti in base ai dati forniti dalle tabelle di foratura di seguito riportate. I diametri della maschiatura devono essere conformi alle normative NASM33537 e MA1567 e devono essere misurati dopo le operazioni di maschiatura e dopo gli eventuali trattamenti (anodizzazione, film chimico, ecc)
Il preforo indicato è da intendersi come suggerimento in base alle
caratteristiche del materiale da forare e per consentire una lunga durata del maschio su materiali tenaci. Sono valori medi e si adattano alla maggior parte delle applicazioni, ma vi possono essere applicazioni specifiche che richiedono variazioni per ottenere i corretti diametri e tolleranza della maschiatura, ad esempio devono essere applicate delle compensazioni in caso di rivestimenti o trattamenti (anodizzazione, film chimico, ecc).
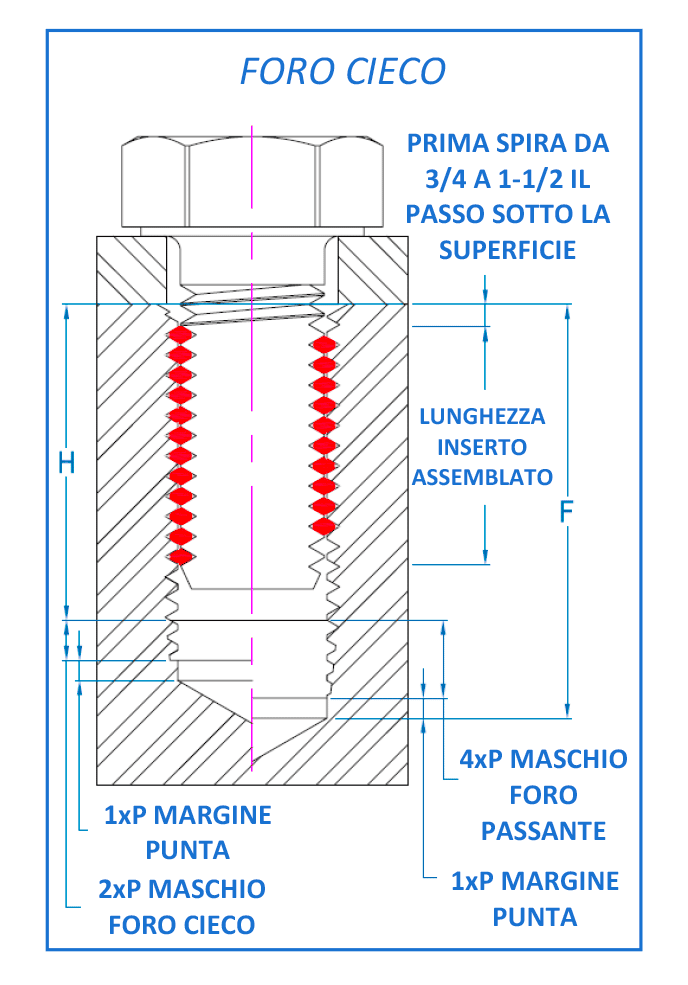
La profondità di foratura nel caso di fori ciechi dipende dalla modalità di posa del filetto, bisogna tenere in considerazione l’eventuale svasatura del foro, il tipo di maschio utilizzato e se l’eventuale trascinatore viene o non viene rimosso (se utilizzati filetti Tangless® non vi è trascinatore).
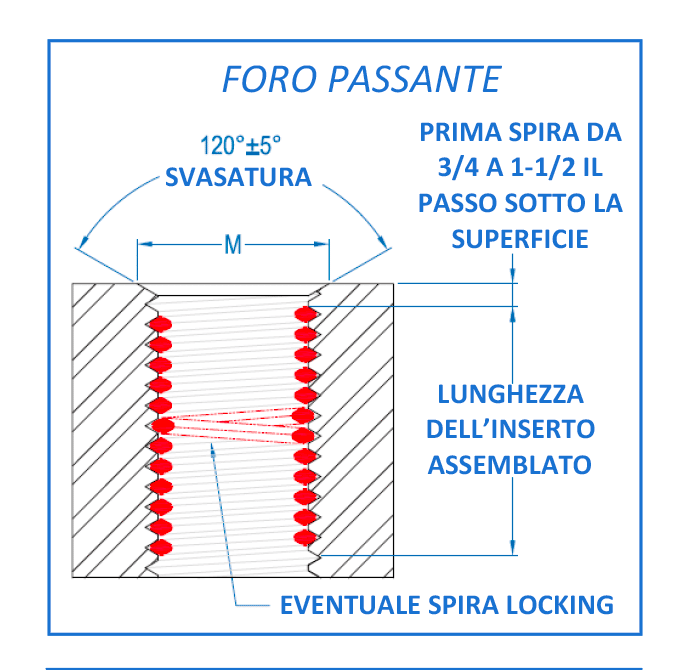
I filetti riportati sono normalmente installati da 3⁄4 a 1-1/2 il passo, sotto la superficie del materiale in fori svasati. Possono essere anche installati a diverse profondità in casi di particolari limitazioni di spazio. Senza la svasatura gli inserti possono essere installati da 1⁄4 a 1⁄2 il passo sotto la superficie.
Lo spessore minimo del materiale nel caso non si facciano svasature del foro, è quella nominale del filetto da installare (1 – 1.5 – 2 – 2.5 – 3 d)
Step 2 – Svasatura
Prima della maschiatura è buona norma praticare una svasatura del foro a 120° + 5° con diametro M come indicato nelle tabelle così da evitare che vi siano sottili cartelle di materiale all’ingresso del foro, che possono essere facilmente danneggiate. La svasatura 120° è usata perché 60° del lato è lo stesso angolo del filetto e della sezione del filo dell’inserto. Questa combinazione quindi un’operazione di inserimento dell’inserto più rapida e sicura. I valori F e H sono calcolati con una profondità di svasatura 1/2 il passo.
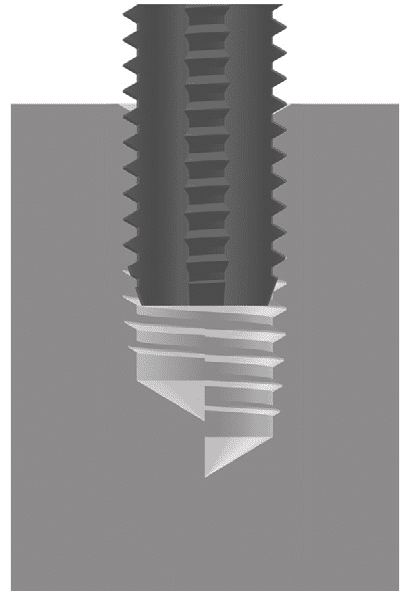
Step 3 – Maschiatura
Per la profondità di maschiatura in fori ciechi bisogna considerare la tipologia di maschio utilizzata, fare riferimento alle tabelle per avere dei dati indicativi a cui riferirsi. Il parametro della profondità di maschiatura nella tabella è calcolato tenendo in considerazione una normale installazione con svasatura, se non si esegue la svasatura può essere ridotto.
La classe di tolleranza H o B della filettatura finita con l’inserto montato dipende dalla tolleranza della maschiatura, l’inserto montato avrà una tolleranza entro i parametri della tolleranza della maschiatura. In genere la più ristretta 4H o 3B è utilizzata in campo militare o aerospaziale ed è consigliata nell’utilizzo di filetti autobloccanti per ottenere parametri di frenatura migliori e dove vi è necessità di maggiore sicurezza. La classe 5H o 6H o 2B va bene per la maggior parte delle applicazioni industriali e commerciali e per le riparazioni di filettatura rovinate.
Step 4 – Controllo
La classe di tolleranza del filetto deve essere raggiunta prima dell’installazione dell’inserto, eventuali trattamenti o rivestimenti superficiali possono variare in modo consistente la tolleranza della maschiatura rendendo necessarie compensazioni. E’ sempre consigliabile eseguire controlli della maschiatura con un calibro tampone P-NP. Non è necessario eseguire il controllo sull’inserto installato, in quanto esso assume la tolleranza della maschiatura di alloggiamento, è molto probabile che tentando di eseguire il controllo ad inserto installato il calibro P-NP non passi perché l’inserto si assesta con il montaggio e serraggio della vite, è inoltre impossibile controllare un inserto Locking per la presenza della spira di frenatura che impedisce il passaggio del tampone.
.
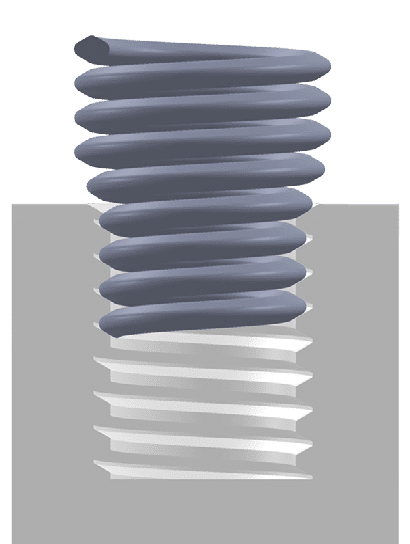
Step 5 – Installazione
La profondità di installazione dipende dalla presenza o meno della svasatura. Da 3⁄4 a 1-1/2 spire sotto la superficie se presente la svasatura, 1⁄4 a 1⁄2 spira sotto la superficie in assenza di svasatura. I filetti riportati possono essere installati con vari sistemi manuali elettrici o pneumatici, la scelta dell’attrezzo di installazione più efficace dipende da vari fattori, chiedete ai nostri tecnici vi sapranno suggerire il sistema idoneo in funzione della vostra applicazione.
.

Nel caso di utilizzo di inserti Tangless (senza trascinatore) non vi sono ulteriori operazioni da svolgere.
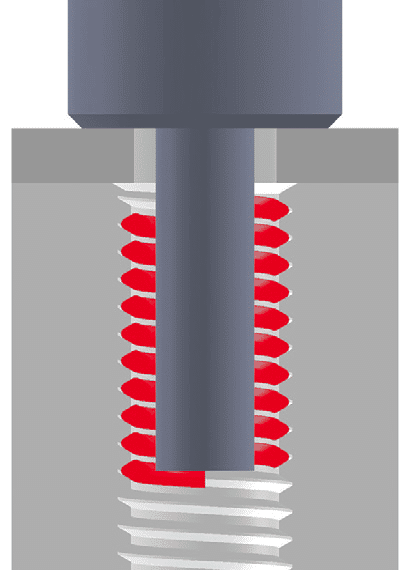
Step 6 – Rimozione del trascinatore
E’ sempre raccomandala la rimozione del trascinatore per assicurare che l’inserto sia attraversato dal maggior numero di filetti della vite, così da assicurare una maggiore tenuta ed una maggiore frenatura nell’utilizzo degli autobloccanti. La rimozione del trascinatore è inoltre obbligatoria in tutte le applicazioni militari ed aeronautiche e raccomandabile in tutte le applicazioni critiche in quanto sotto forti sollecitazioni il trascinatore si può rompere e creare danneggiamenti alle apparecchiature. La rimozione del trascinatore si può eseguire con delle pinze nel caso dei diametri più grandi, oppure con un punzone con diametro leggermente inferiore al diametro interno della filettatura con inserto installato, oppure con gli appositi troncatori automatici a molla.
.
Eventuale rimozione del filetto riportato
Se si dovessero verificare errori di installazione di vario genere, è possibile estrarre il filetto riportato dalla sua sede con gli appositi attrezzi di estrazione.
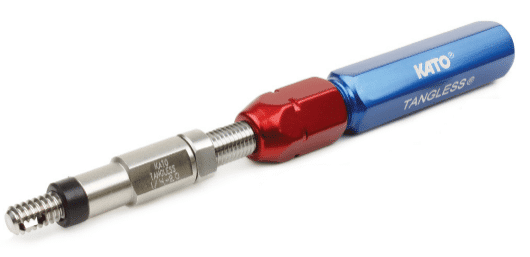
Inserti Tangless: L’utensile per l’estrazione presenta una configurazione uguale all’asta di posa, la differenza è nell’uncino di estrazione che consente la rimozione dell’inserto con una operazione di svitamento evitando di rovinare il particolare, la filettatura e l’inserto. Può anche essere utilizzato per correggere la profondità di posa dell’inserto. L’operazione è non distruttiva e non procura danni di alcun genere per gli inserti Tangless.
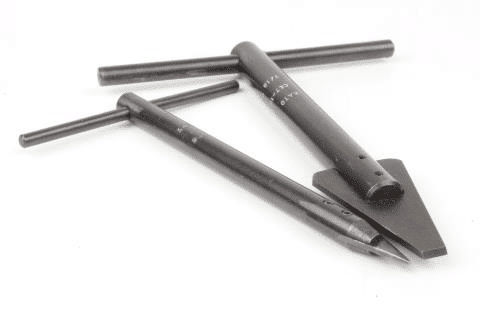
Inserti con trascinatore: l’attrezzo si presenta come un cuneo affilato con un’impugnatura a T, la lama va conficcata nella prima spira dell’inserto (può essere necessario un martello), dopo di che si ruota in senso antiorario continuando ad esercitare pressione fino a che l’inserto non si è svitato. L’estrazione è possibile solo se l’inserto non è installato troppo in profondità e la lama a cuneo riesce a raggiungere la prima spira. L’operazione di estrazione procura spesso danni a meno che non siano inserti Tangless.
Estrattore inserti Tangless senza trascinatore

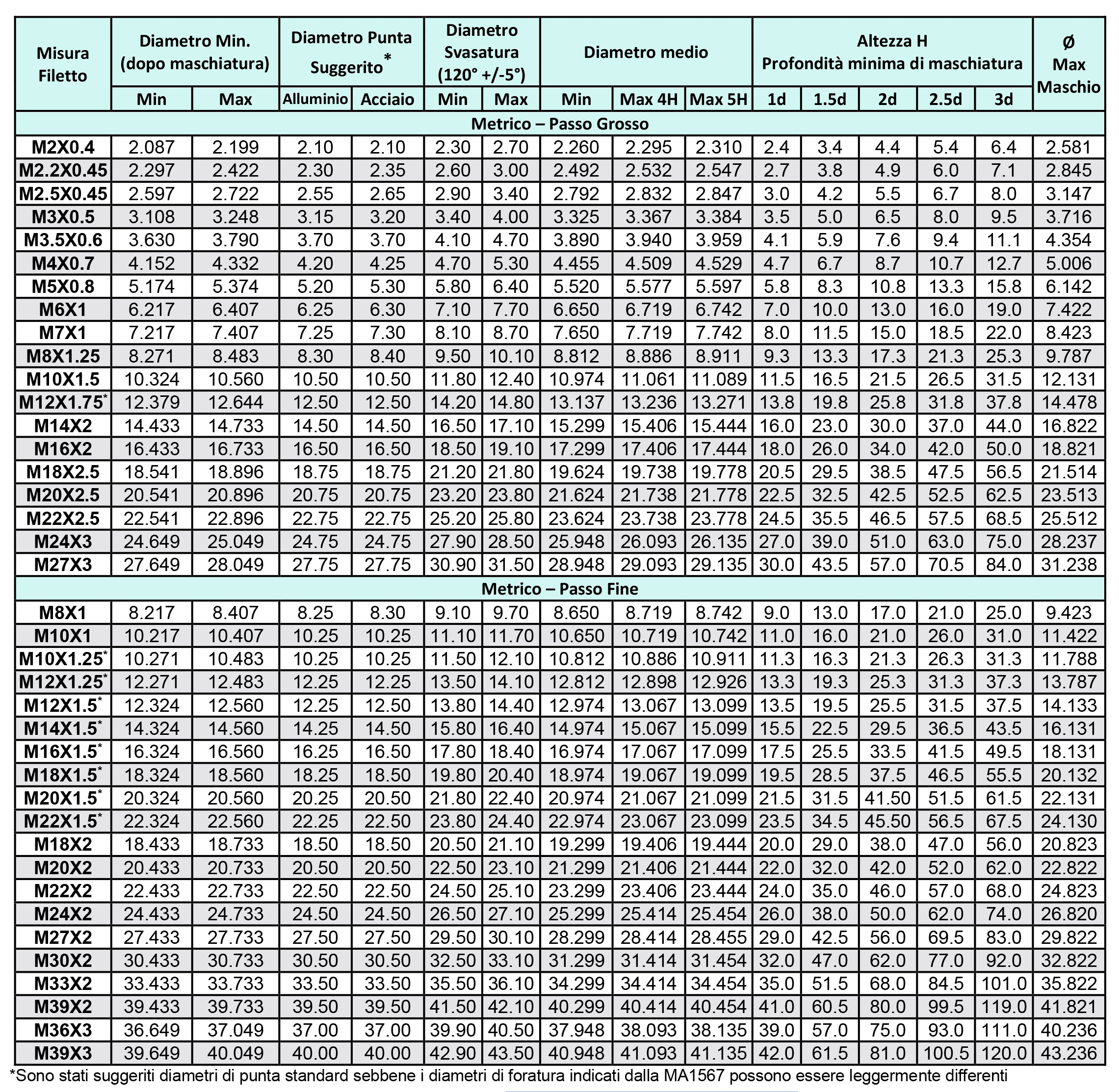
FORATURA – MASCHIATURA METRICO
FORATURA – MASCHIATURA UNC-UNF