Utilizzo del flex-hone
Velocità di Rotazione
Il Flex-Hone è un utensile a bassa velocità di rotazione ed elevato avanzamento. La velocità di rotazione dipende da diametro e applicazione, di seguito sono riportati valori indicativi, per trovare la corretta velocità sono comunque necessari alcuni test di lavorazione. L’avanzamento del Flex-Hone dipende dal diametro, lunghezza di lavorazione e angolo di incrocio desiderato nella tipica finitura a tratti incrociati. Parametro indicativi possono essere da 2500-3000mm/min per diametri medi e grossi fino a 6.000mm/min per piccoli diametri. Nell’utilizzo su CNC può essere preso come valore indicativo di massima il 5% rispetto al diametro, sotto una tabella con alcuni esempi.
- Consultare la tabella per la scelta della corretta velocità di rotazione in relazione al diametro, la velocità di rotazione può comunque variare a seconda dell’applicazione. Si consiglia di eseguire delle prove e utilizzare il Flex-Hone con il minor tempo di contatto che consenta di ottenere il risultato prefissato, in modo da massimizzarne la durata. Velocità elevate ne provocano una precoce usura senza ottenere apprezzabili riduzioni di tempo. NON utilizzare utensili ad alta velocità. Per l’uso manuale utilizzare un normale trapano elettrico.
- Operare con movimenti alternativi rapidi con una frequenza da 60 a 120 colpi/min in relazione alla velocità di rotazione. Accelerare l’alternanza dei colpi alla fine della lavorazione così da ottenere una rigatura incrociata di 30°- 45°.
- Il tempo di lavorazione dovrebbe essere approssimativamente di 20-45 secondi per ogni cilindro nel caso di applicazione motoristica, ma può variare in funzione del materiale, applicazione, abrasivo, grana e lubrificazione.
- Lavare accuratamente i cilindri dopo la lavorazione ed ungere con olio.
- La durata dipende da vari fattori quali abrasivo utilizzato, lubrificazione, materiale da lavorare, uso a macchina o a mano, lunghezza del foro da lavorare, tempo di contatto, ecc. Si possono lavorare da diverse centinaia a oltre 1000Pz con un solo Flex-Hone.
- Il Flex-Hone può essere utilizzato a mano con un normale trapano, su trapano a colonna, nel ciclo di lavorazione di macchine CNC come un utensile o su transfer per applicazioni industriali anche con grandi volumi di produttività.
- L’utilizzo del Flex-Hone a secco è sconsigliato in quanto la durata si riduce sensibilmente. Utilizzare come lubrificante olio intero con viscosità da 10 a 30 oppure lubrorefrigerante emulsionabile per lavorazioni meccaniche. Può anche essere utilizzato un comune lubrificante spray, e quando si lavorano i cilindretti dei freni olio idraulico per freni. Gasolio, petrolio o lubrificanti contenenti solventi posso essere utilizzati, ma sono sconsigliati in quanto riducono la durata del Flex-Hone sfaldandone più velocemente le sfere abrasive.
- Il Flex-Hone lavora sotto pressione, perciò il suo diametro effettivo è maggiore del diametro del foro da lavorare.
- Il Flex-Hone DEVE entrare ed uscire dal foro in rotazione.
- Il Flex-Hone NON è equilibrato, NON farlo girare alla massima velocità prima che sia entrato nel foro da lavorare.



| Flex-Hone | Ø | Avanzamento | Rotazione | Flex-Hone | Ø | Avanzamento | Rotazione | Flex-Hone | Ø | Avanzamento | Rotazione |
| Foro | (mm/giro) | (g/min) | Foro | (mm/giro) | (g/min) | Foro | (mm/giro) | (g/min) | |||
| (mm) | (mm) | (mm) | |||||||||
| BC 4mm | 4 | 0.2-0.6 | 1.000-1.200 | BC 20mm | 20 | 1.0-2.4 | 900-1.200 | BC/GBD 3” | 76 | 3.8-4.8 | 600-900 |
| BC 4.5mm | 4.5 | 0.2-0.6 | 1.000-1.200 | BC 7/8” | 22 | 1.0-2.4 | 900-1.200 | GB/GBD 3-1/4” | 83 | 3.8-4.8 | 600-900 |
| BC 3/16” | 4.75 | 0.2-0.6 | 1.000-1.200 | BC 15/16” | 23.8 | 1.0-2.4 | 900-1.200 | GB/GBD 3-1/2” | 89 | 3.8-4.8 | 600-900 |
| BC 5mm | 5 | 0.2-0.6 | 1.000-1.200 | BC 1” | 25.4 | 1.0-2.4 | 900-1.200 | GB/GBD 3-3/4” | 95 | 3.8-4.8 | 600-900 |
| BC 5.5mm | 5.5 | 0.2-0.6 | 1.000-1.200 | BC 1-1/8” | 29 | 1.0-2.4 | 900-1.200 | GBD 4” | 101 | 4.8-10.0 | 400-600 |
| BC 6mm | 6 | 0.2-0.6 | 1.000-1.200 | BC 1-1/4” | 31.8 | 1.0-2.4 | 900-1.200 | GB 4-1/8” | 105 | 4.8-10.0 | 400-600 |
| BC 6.4mm | 6.4 | 0.2-0.6 | 1.000-1.200 | BC 1-3/8” | 35 | 1.0-2.4 | 900-1.200 | GBD 4-1/4” | 108 | 4.8-10.0 | 400-600 |
| BC 7mm | 7 | 0.2-0.6 | 1.000-1.200 | BC 1-1/2” | 38 | 1.0-2.4 | 900-1.200 | GBD 4-1/2” | 114 | 4.8-10.0 | 400-600 |
| BC 8mm | 8 | 0.2-0.6 | 1.000-1.200 | BC 1-5/8” | 41 | 1.0-2.4 | 900-1.200 | GB 4-5/8” | 118 | 4.8-10.0 | 400-600 |
| BC 9mm | 9 | 0.2-0.6 | 1.000-1.200 | BC 1-3/4” | 45 | 1.0-2.4 | 900-1.200 | GBD 5” | 127 | 4.8-10.0 | 400-600 |
| BC 9.5mm | 9.5 | 0.2-0.6 | 1.000-1.200 | BC 1-7/8” | 47.6 | 1.0-2.4 | 900-1.200 | GBD 5-1/2” | 140 | 4.8-10.0 | 400-600 |
| BC 10mm | 10 | 0.2-0.6 | 1.000-1.200 | BC 2” | 51 | 2.4-3.8 | 600-900 | GBD 6” | 152 | 4.8-10.0 | 400-600 |
| BC 11mm | 11 | 0.2-0.6 | 1.000-1.200 | BC 2-1/8” | 54 | 2.4-3.8 | 600-900 | GBD 6-1/2” | 165 | 4.8-10.0 | 400-600 |
| BC 12mm | 12 | 0.2-0.6 | 1.000-1.200 | BC 2-1/4” | 57 | 2.4-3.8 | 600-900 | GBD 7” | 178 | 4.8-10.0 | 400-600 |
| BC 1/2” | 12.7 | 0.6-1.0 | 900-1.000 | BC 2-3/8” | 60 | 2.4-3.8 | 600-900 | GBD 7-1/2” | 190 | 4.8-10.0 | 400-600 |
| BC 14mm | 14 | 0.6-1.0 | 900-1.000 | BC 2-1/2” | 64 | 2.4-3.8 | 600-900 | GBD 8” | 203 | 4.8-10.0 | 400-600 |
| BC 5/8” | 16 | 0.6-1.0 | 900-1.000 | BC 2-5/8” | 67 | 2.4-3.8 | 600-900 | GBD 8-1/2” - 11” | - | 225-300 | |
| BC 18mm | 18 | 0.6-1.0 | 900-1.000 | BC 2-3/4” | 70 | 2.4-3.8 | 600-900 | GBD 12” - 18” | - | 125-200 | |
| BC 3/4” | 19 | 0.6-1.0 | 900-1.000 | BC 2-7/8” | 73 | 2.4-3.8 | 600-900 | GBD 19” - 36” | - | 60-120 | |
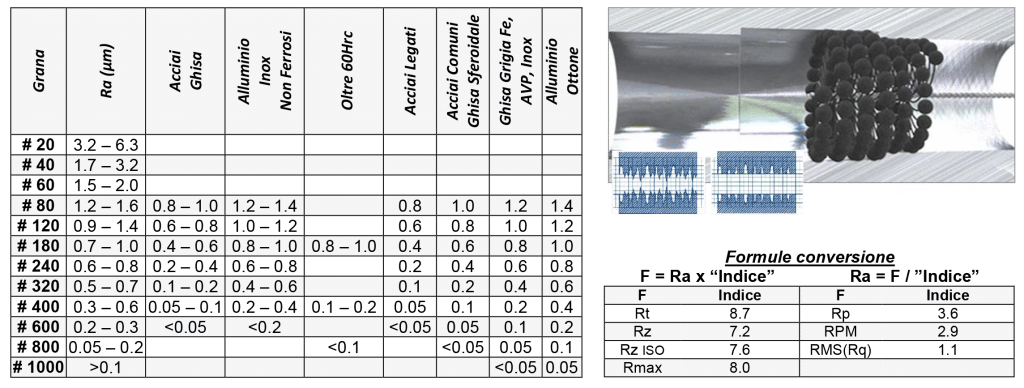
Tabella Scelta Grana / Finitura
NB: i valori sono da intendersi a solo titolo informativo, poiché la Ra ottenibile è influenzata da molteplici fattori quali: natura e durezza dei metalli, tipo di lubrificante impiegato, tempo di contatto, precedente lavorazione effettuata, Ra prima del Flex-Hone, ecc.